Lektorált tananyag, ami a BKF Digitális és Kollaboratív Művészet (DIKOM) pályázatnak keretén belül valósult meg.
Szerző: Harsányi Réka, Társszerző: Juhász Márton András, Lektor: Fernezelyi Márton
A forrasztás egy olyan, fémek közötti, oldhatatlan kötés, ami vezeti az áramot. Forraszanyaggal készül, amelynek olvadáspontja alacsonyabb, mint az alkatrészeké. Forrasztópákával vagy forrasztópisztollyal előállított hőforrás segítségével jön létre a forrasztás. A legelterjedtebb forraszanyag az ón, bizonyos változata forrasztózsírt is tartalmaz, ami letisztítja a felületet. Ha nincs benne, külön meg kell tisztítani a forrasztásra szánt részeket, mivel a kézről rátapadó zsír és kosz megakadályozza, hogy jól tapadjon az ón, így hibás lesz a kötés, ami nem vezeti majd az áramot. Az erre alkalmas tisztítószereket folyatószereknek nevezzük, mely lehet zsír, krém, flux folyadék stb. Másik feladatuk, hogy megvédjék a hőhatásnak kitett fémet az oxidációtól.
Megkülönböztetünk kemény és lágyforrasztást, a munkahőmérséklet előbbi esetben 450 oC feletti, a lágyforrasztásnál pedig az alatti. Ez az a hőmérsékletet, amin a felhasznált forraszanyag körül tudja folyni a felületet. Fontos, hogy a hegesztés egy egészen más eljárás, nagyobb felületek esetén alkalmazzák, ezért erre nem térünk ki. Mi pákával lágyforrasztásokat fogunk készíteni. Fontos, hogy a páka milyen hőfokú, az érzékenyebb alkatrészeknél alacsonyabb hőfokra kell állítani. Az első fejezetben szereplőken kívül a következő eszközökre lesz szükségünk.

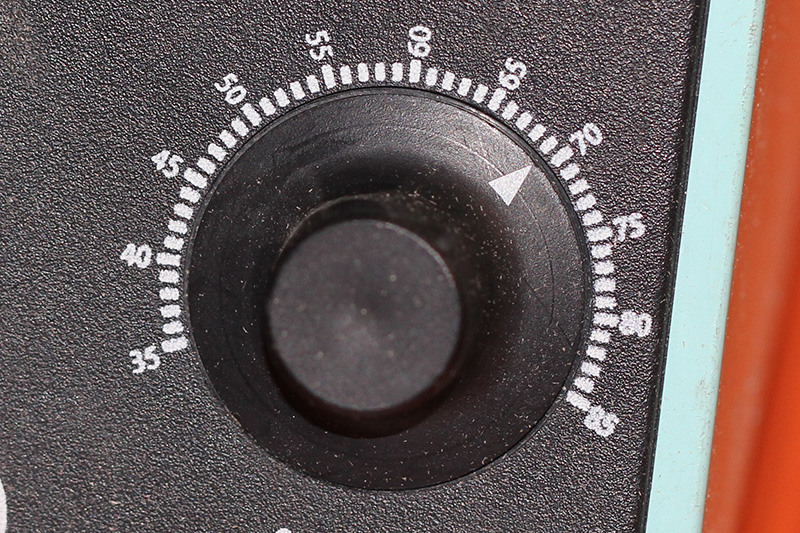
3.1 ábra: Forrasztó egység állítható hőfokszabályozóval, 690 °C-ra állítva. A forrasztó ón olvadási pontja 231,9 °C.Fontos, hogy a forrasztandó részek hőmérséklete meghaladja a forrasztóón olvadáspontját!
A forró pákát mindig a helyére kell visszatenni!

3.2 ábra: Forrasztó ón
3.3 ábra: Forrasztózsír

3.4 ábra: Kiforrasztó pumpa és huzal
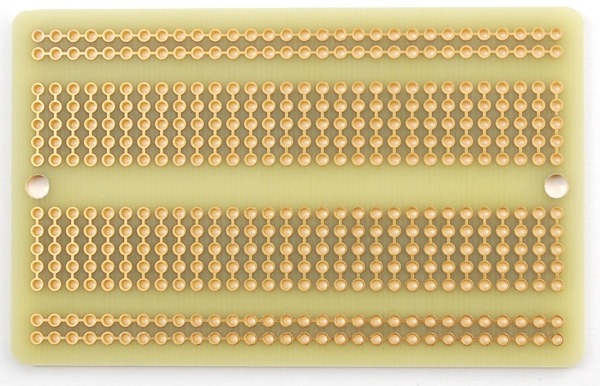
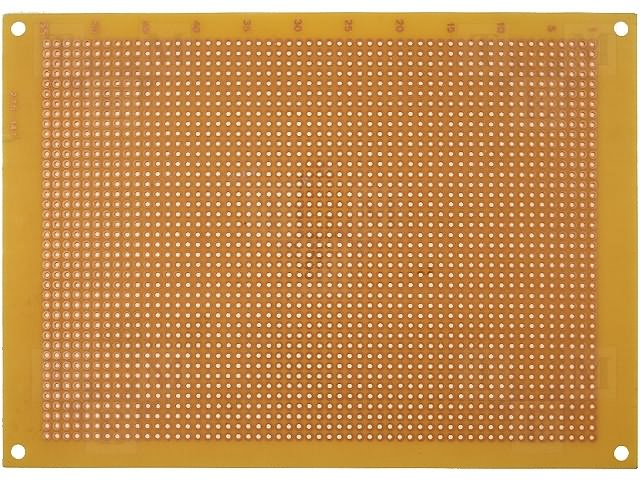
3.5 ábra: Prototípus NYÁK lemezek forrasztásához (különböző típusok léteznek)

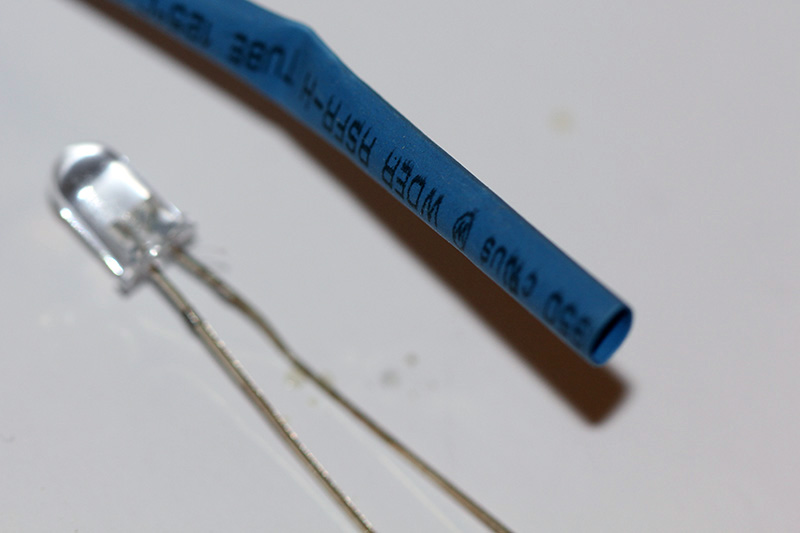
3.6 ábra: Zsugorcsövek különböző méretben és színben (készletben is kaphatóak)

3.7 ábra: „Harmadik kéz” a műszerész forrasztó állvány, mely megkönnyíti a munkát
Két példán keresztül megtanuljuk, hogyan kell forrasztani. Egy LED-et és ellenállást kapcsolunk össze úgy, hogy zsugorcsővel elszigeteljük a lábait egymástól. Ezt követően a prototipizálásra alkalmas NYÁK lemezbe beforrasztunk egy LED-et és egy ellenállást, majd kiforrasztjuk, hogy annak a menetével is megismerkedjünk.
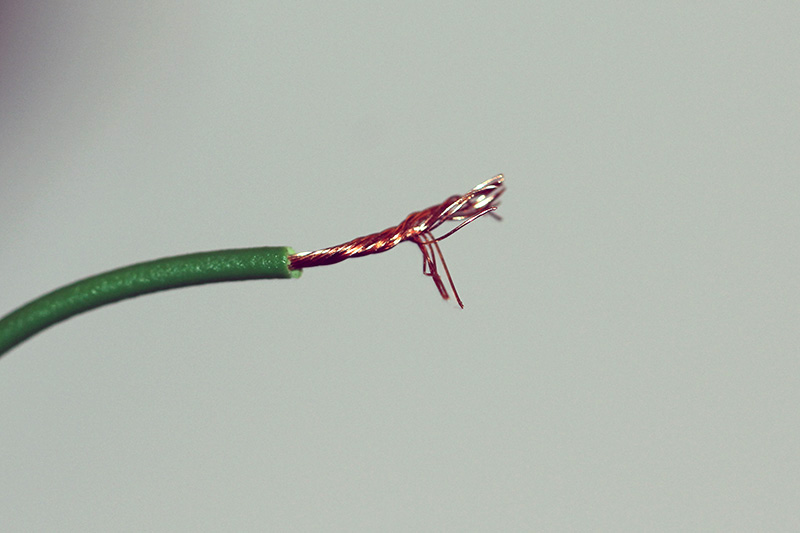
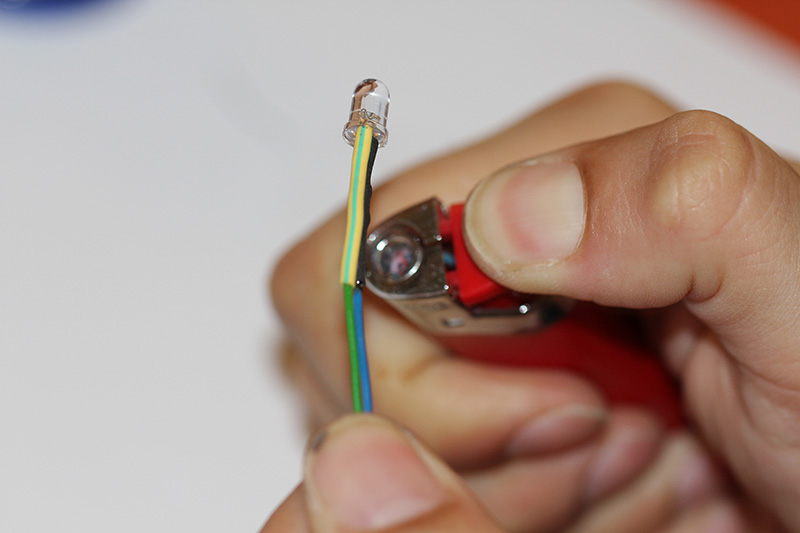
3.8 ábra: Előfordulhat, hogy többszálas a drót, így blankolás után szétállnak a végei.
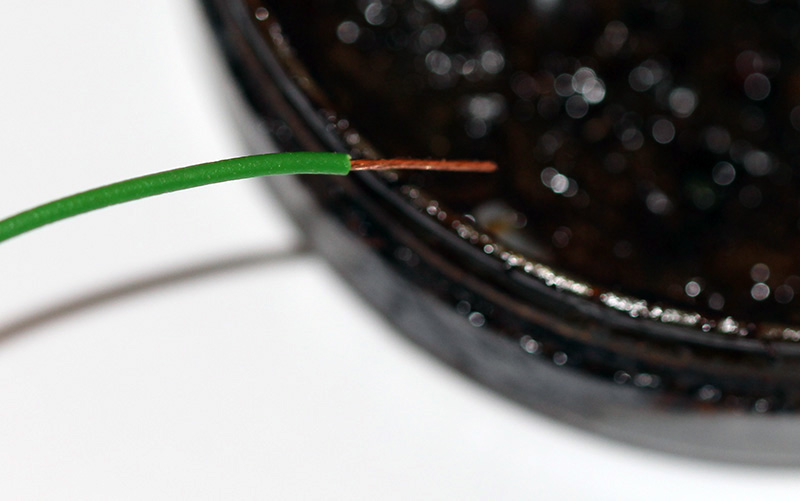
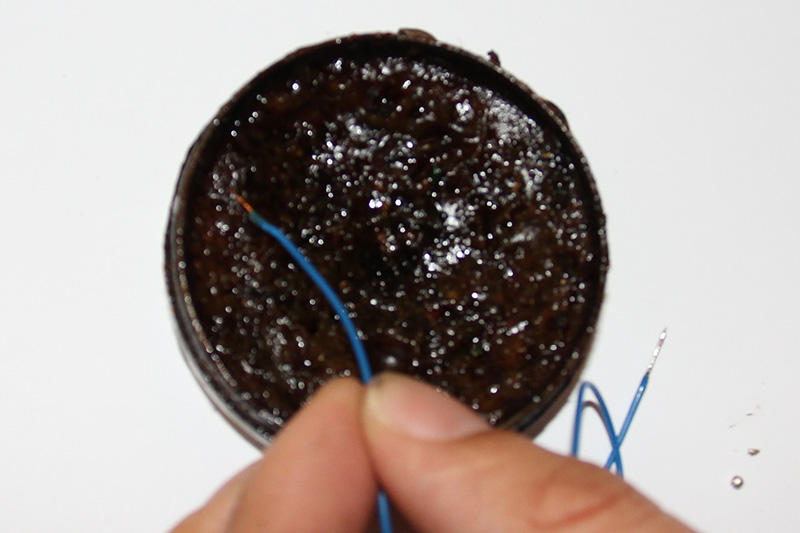
3.9 ábra: Kézzel sodorjuk össze a végét és mártsuk a forrasztózsírba!
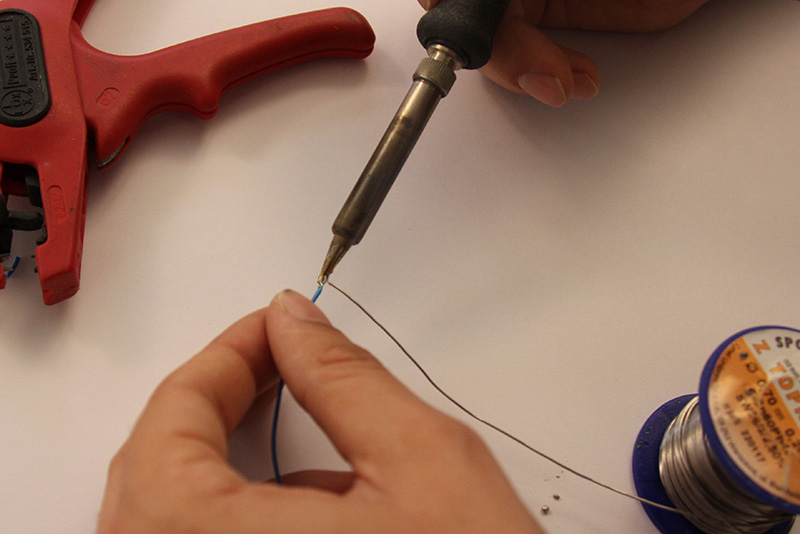
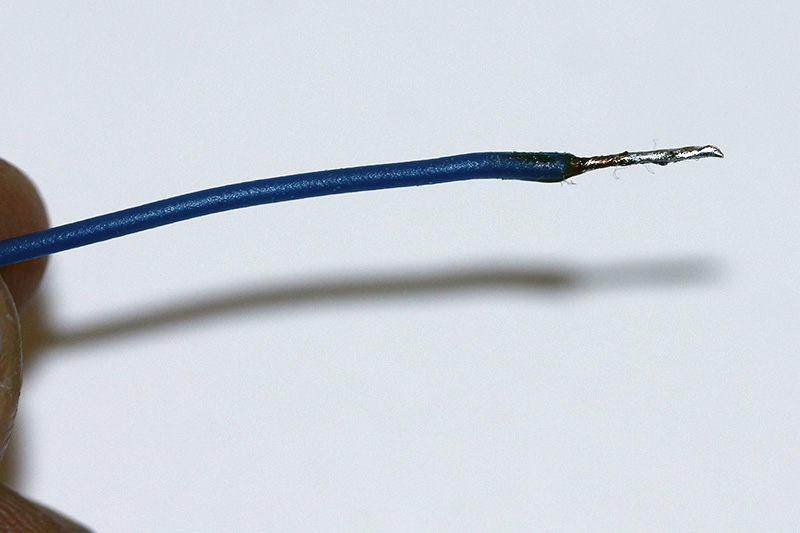
3.10 ábra: Utána ónozzuk be a végét, hogy könnyebb legyen az alkatrészhez forrasztani!
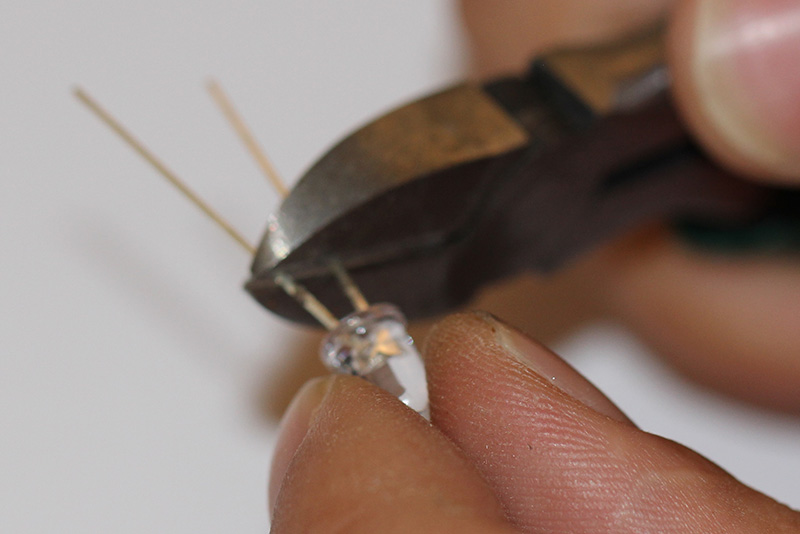

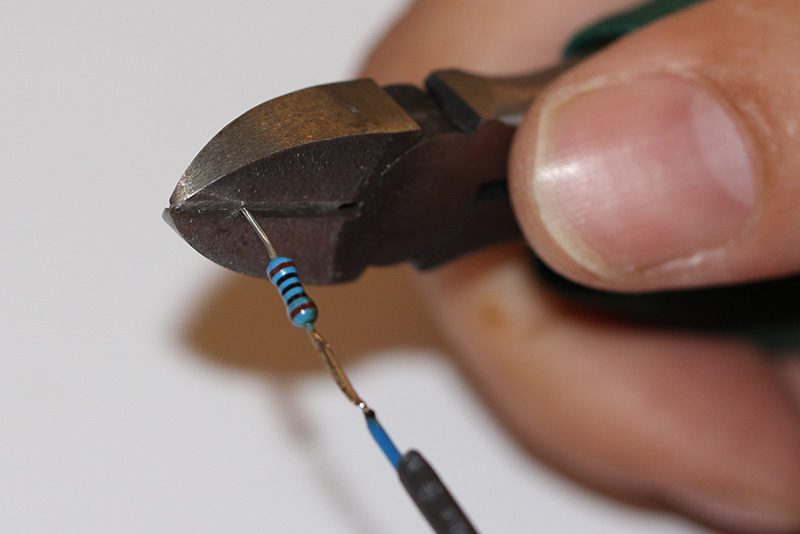
3.11 ábra: A LED lábait vágjuk le!
3.12 ábra: Az ellenállás forrasztása előtt húzzunk fel a drótra egy megfelelő hosszúságú és átmérőjű zsugorcső darabot!
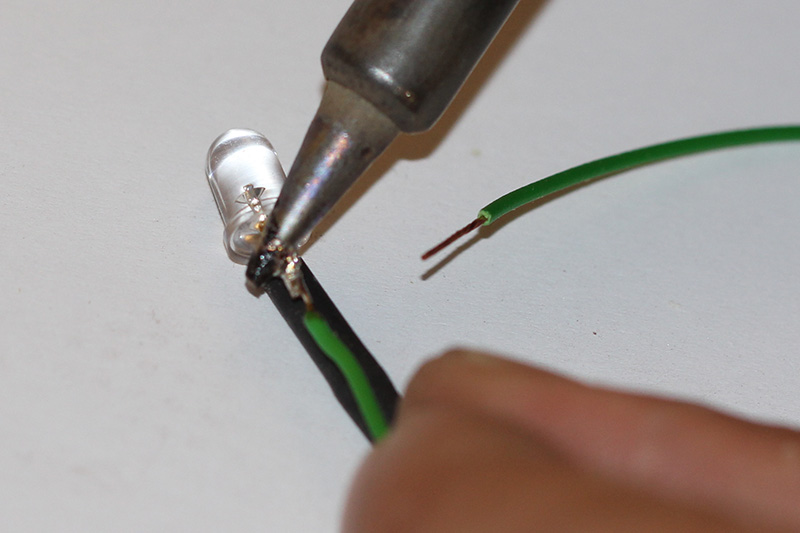
3.13 ábra: Az ellenállást forrasszuk a LED megfelelő lábához és a zsugorcsövet húzzuk rá az egészre, majd a LED másik lábán ismételjük meg ugyanezt!
3.14 ábra: A zsugorcső hő hatására összezsugorodik, így ráfeszül a forrasztásra. Mivel műanyag alapú, le is szigeteli azt, így elkerülhetőek a rövidzárok. Tartsuk rövid ideig öngyújtó lángja fölé úgy, hogy a láng ne érjen hozzá (a hő így is elegendő).
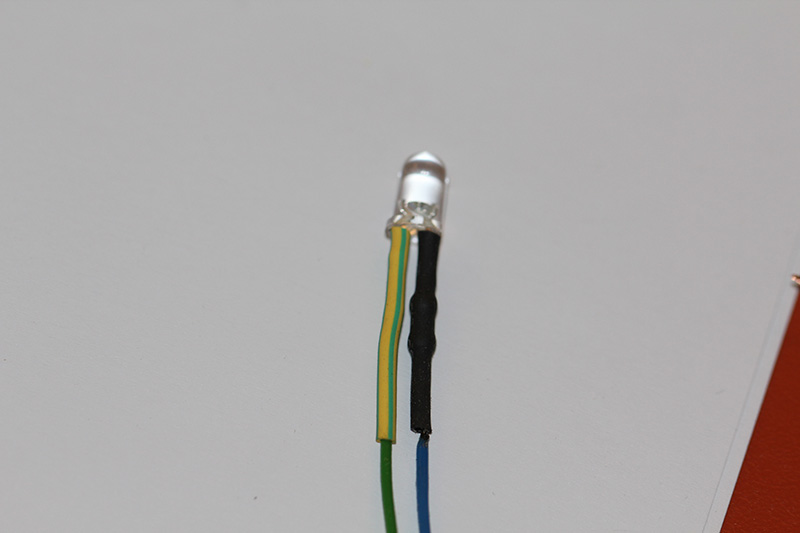
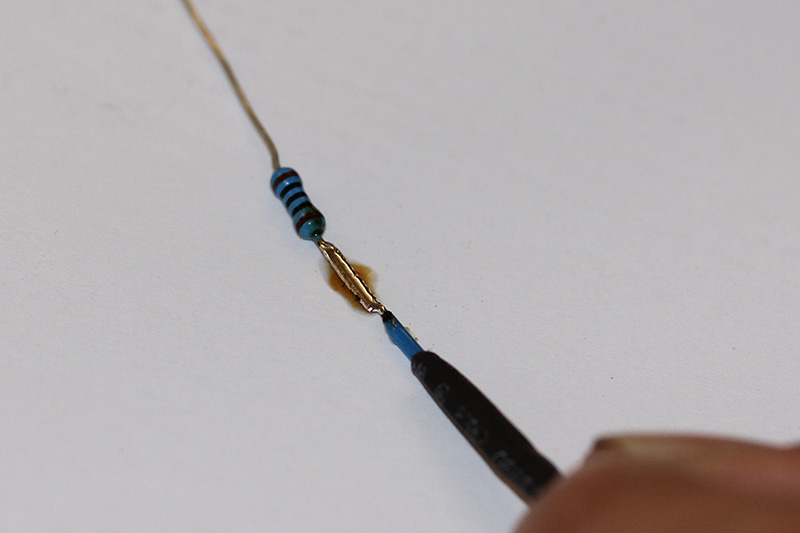
3.15 ábra: Elkészült a zsugorcsővel leszigetelt LED. A képen látszik, hogy a fekete csőben van az ellenállás.
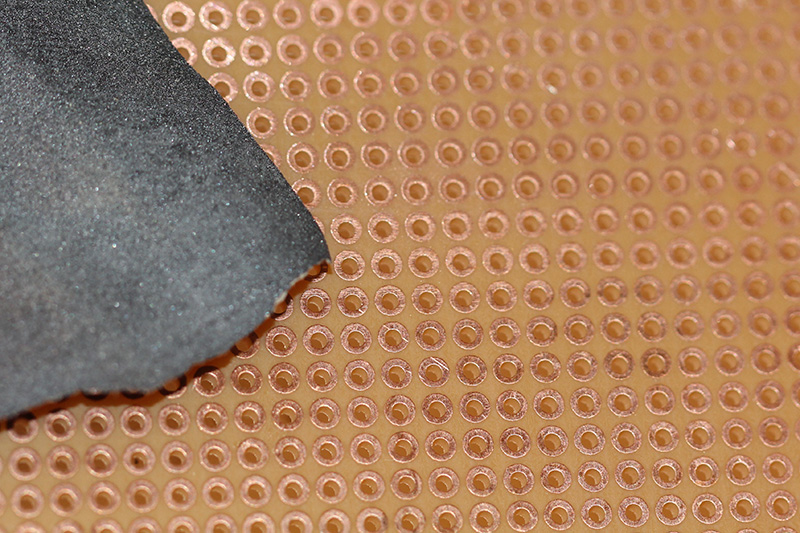
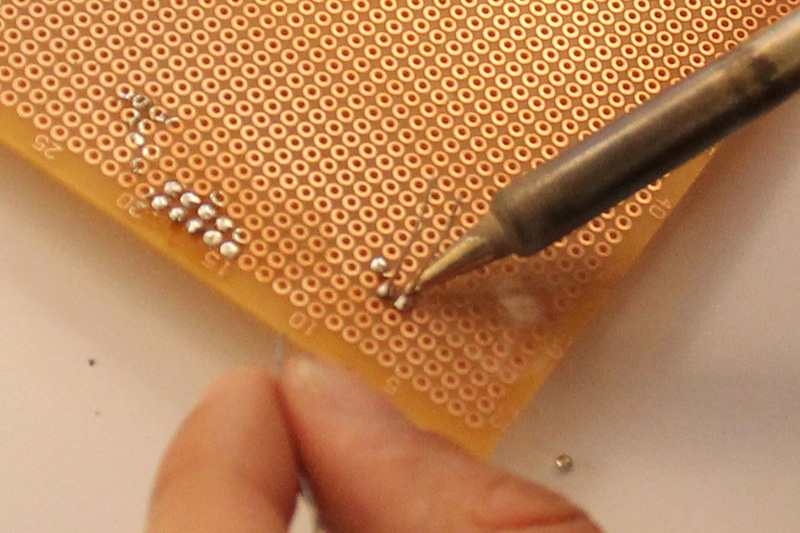
3.16 ábra: A prototipizáló NYÁK lemez esetleg koszos és zsíros lehet, ezért csiszolópapírral óvatosan dörzsöljük át, úgy hogy a rézréteg ne kopjon le!
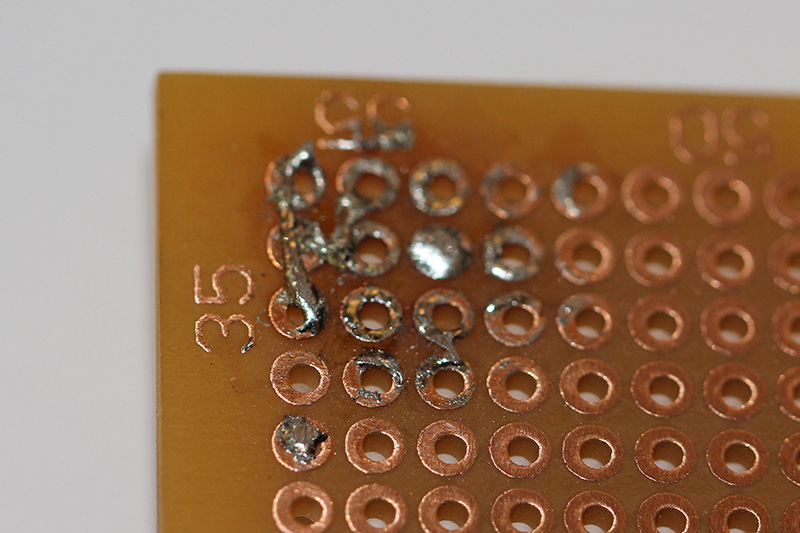
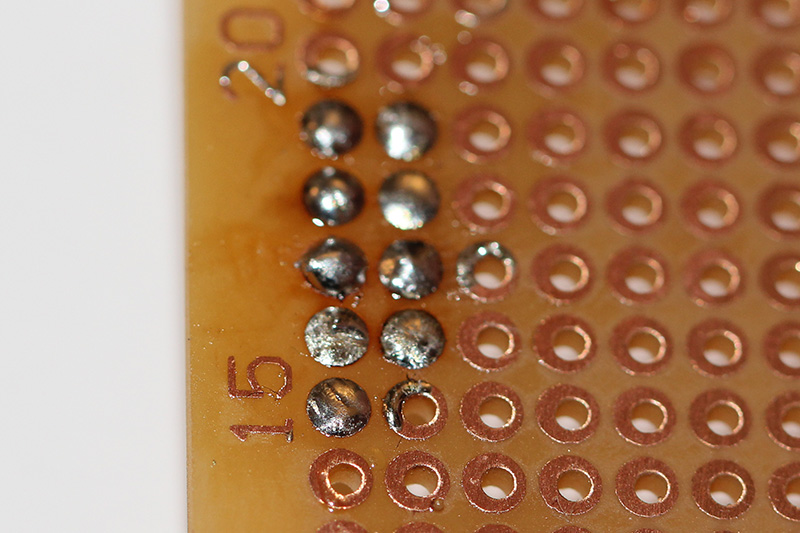
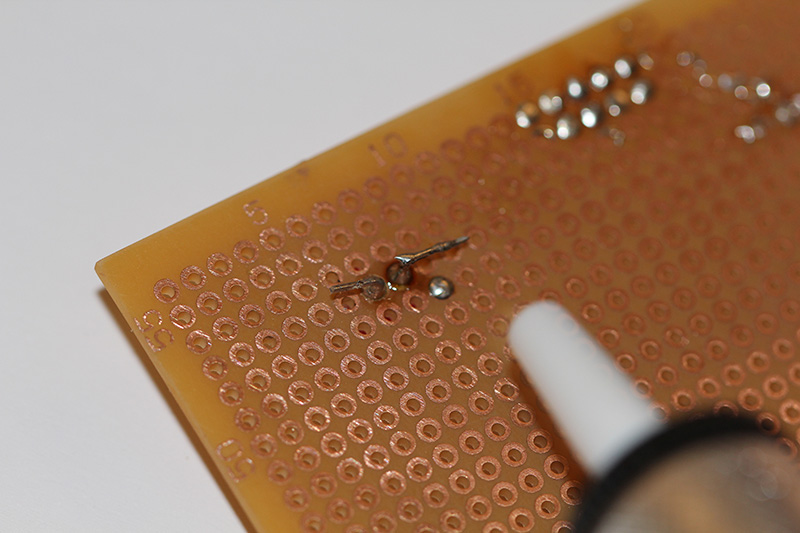
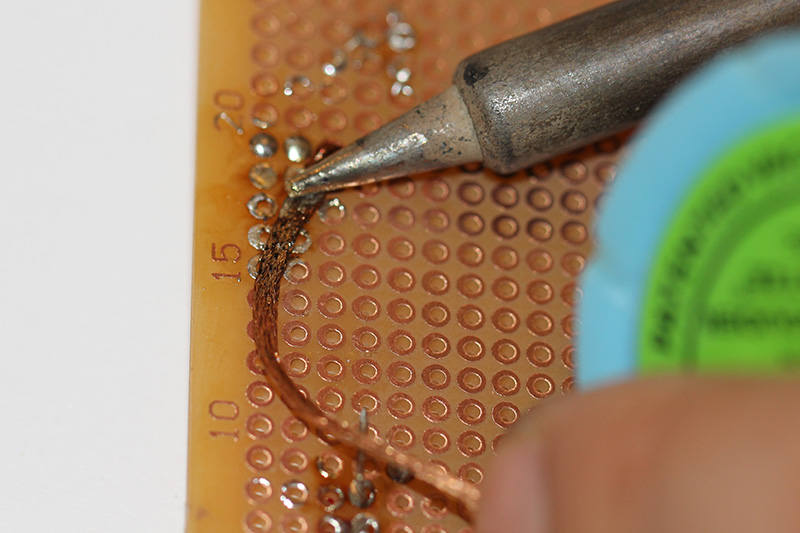
3.17 ábra: Ez a forrasztás hibás, mert átfolyt az ón a szomszédos lyukra is, illetve nincs elég ón rajta, mivel az folyatószer nélkül nem tapad.
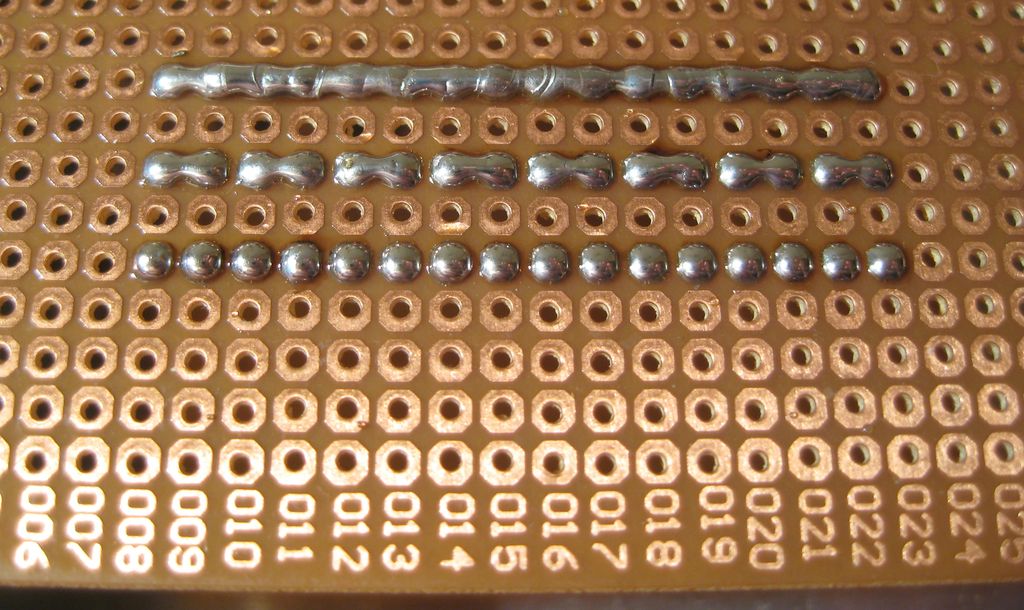
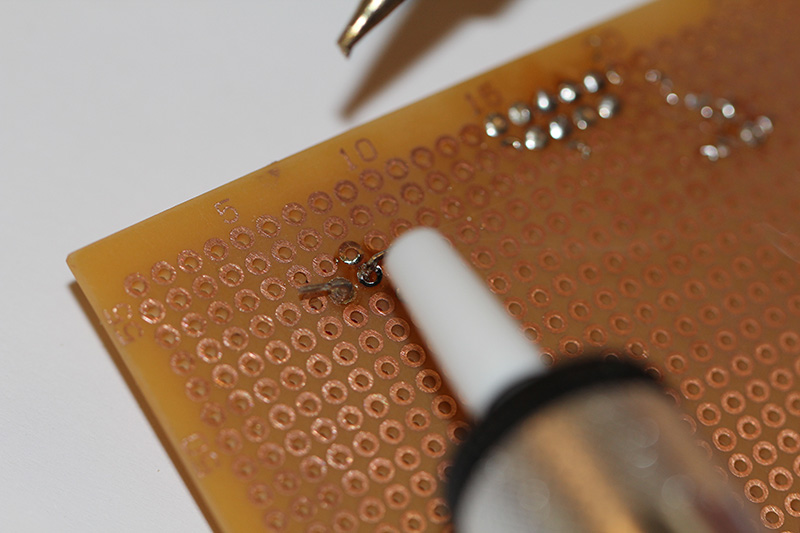
3.18 ábra: Ez pedig a helyes, folyatószerrel készült forrasztás, elég mennyiségű ónnal. Szándékosan is létrehozhatunk kötéseket (alsó kép), vagy használhatunk olyan NYÁK lemezt, ami gyárilag rézzel összekötött szakaszokat tartalmaz.
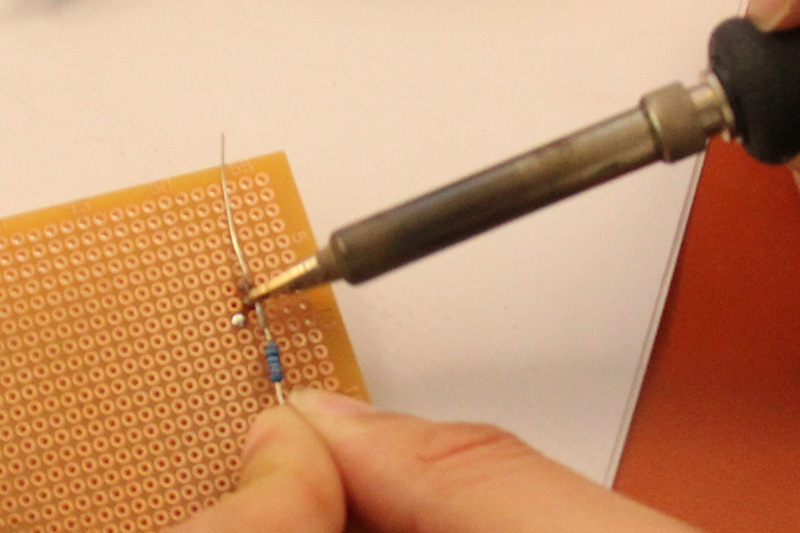
3.19 ábra: A NYÁK lemezbe dugott LED lábait az ellenkező oldalról tudjuk kényelmesen megforrasztani.
3.20 ábra: Az ellenállás közvetlenül a LED lábához is csatlakozhat, vagy ugyanúgy, mint a LED. Utóbbi esetben alulról drótokkal összeköthetjük a megfelelő részeket.

3.21 ábra: FONTOS, hogy minden forrasztás után tisztítsuk le a pákát egy nedves szivaccsal, hiszen koszosan nem ragad az ón. Így a pákahegyet is megóvhatjuk, de ha tönkrement, minden típusnál ki lehet cserélni.
3.22 ábra: Érzékenyebb alkatrészeket alacsonyabb hőfokon kell forrasztani, azok sérülésének elkerülése érdekében.
3.23 ábra: Az áramkör szétszedéséhez és a forrasztás eltávolításához használhatunk kiforrasztó pumpát, melynek a végét benyomva odatartjuk a forrasztáshoz, felolvasztjuk a pákával az ónt és eközben megnyomjuk a pumpa gombját. A pumpában keletkező vákuum kiszívja a felolvadt ónt.

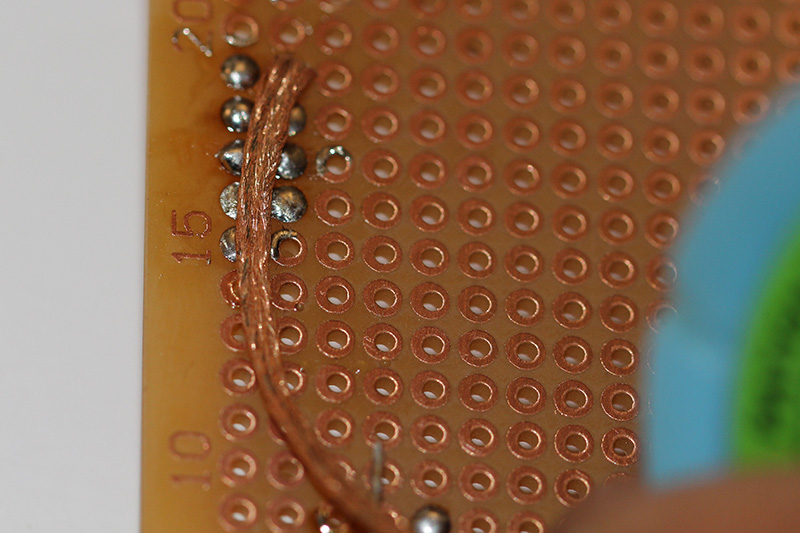
3.23 ábra: Az áramkör szétszedéséhez és a forrasztás eltávolításához használhatunk kiforrasztó pumpát, melynek a végét benyomva odatartjuk a forrasztáshoz, felolvasztjuk a pákával az ónt és eközben megnyomjuk a pumpa gombját. A pumpában keletkező vákuum kiszívja a felolvadt ónt.
+++ +++ +++
Most már a saját áramköreinket is össze tudjuk forrasztani.